
MARK-X赤道儀用小型モータードライブ製造追加 ― 2022年06月26日 14時34分34秒
■モーター在庫
追加注文により現在のビクセンMD-5同等品モーター在庫は4個から3個になります。
五藤光学P型モータードライブ用モーター部品は2個在庫のまま。
ちなみにPK-43Gを在庫しているのは私だけだと思われます。

■PICマイコンパラメータ設定
恒例のPICマイコン設定については周波数カウンタによる測定からやり直しましたが、製造時の値から変わっていないことを確認できました。変わったらおかしいってことですね。

(1) 発振周波数はステッピングモーターへのパルス周波数を測定して分周前の周波数に逆換算します。
(2) 水晶発振子は8MHzのものを使っています。
(3) 6.01695Hzという周波数はビクセン用のMD-5を使ってGP赤道儀またはSP赤道儀で動作させるときの周波数です。
(4) MD-5用のモーターをMARK-X赤道儀用の歯数換算(144枚⇒126枚)してタイマカウンタの設定を変更して補正します。



■ケース加工は全て手動でやってみる
先日のケース加工時は一部電動工具(ルータ)を使いましたが今回は全て手動でやってみます。
作業が深夜に及んでいるということもありますが、手動で全部やったことがなかったのでお試しです。
PK43Gをガイド用に使います。




■基板取り付け部分の加工も全て手動
ガイド用基板の取り付け位置にM3の穴あけをして固定して、スイッチ部分の穴あけ、LEDの光を通す部分の穴あけなどを行います。
毎度難しいのはDIPスイッチ部分の穴あけで、最初はドリルで穴あけしますがやすりで削って仕上げていきます。何とか機械加工外注したいのでうが、超小ロット生産のため無理かな。
以下、全て手動加工です。







■モーターとMARK-X取り付けのための加工
モーターに異径カプラーを取り付けるためにアルミテープで径を5Φから6Φに増量

カプラー取り付け後回転止めピンを受け止めて連結する金具を取り付け

リモートスイッチ取付ジャックの取り付け完了


完成

■実機撮影確認
MARK-X赤道儀でセッティング。
この日は強風のためレンズは望遠レンズではなく標準レンズを使います。



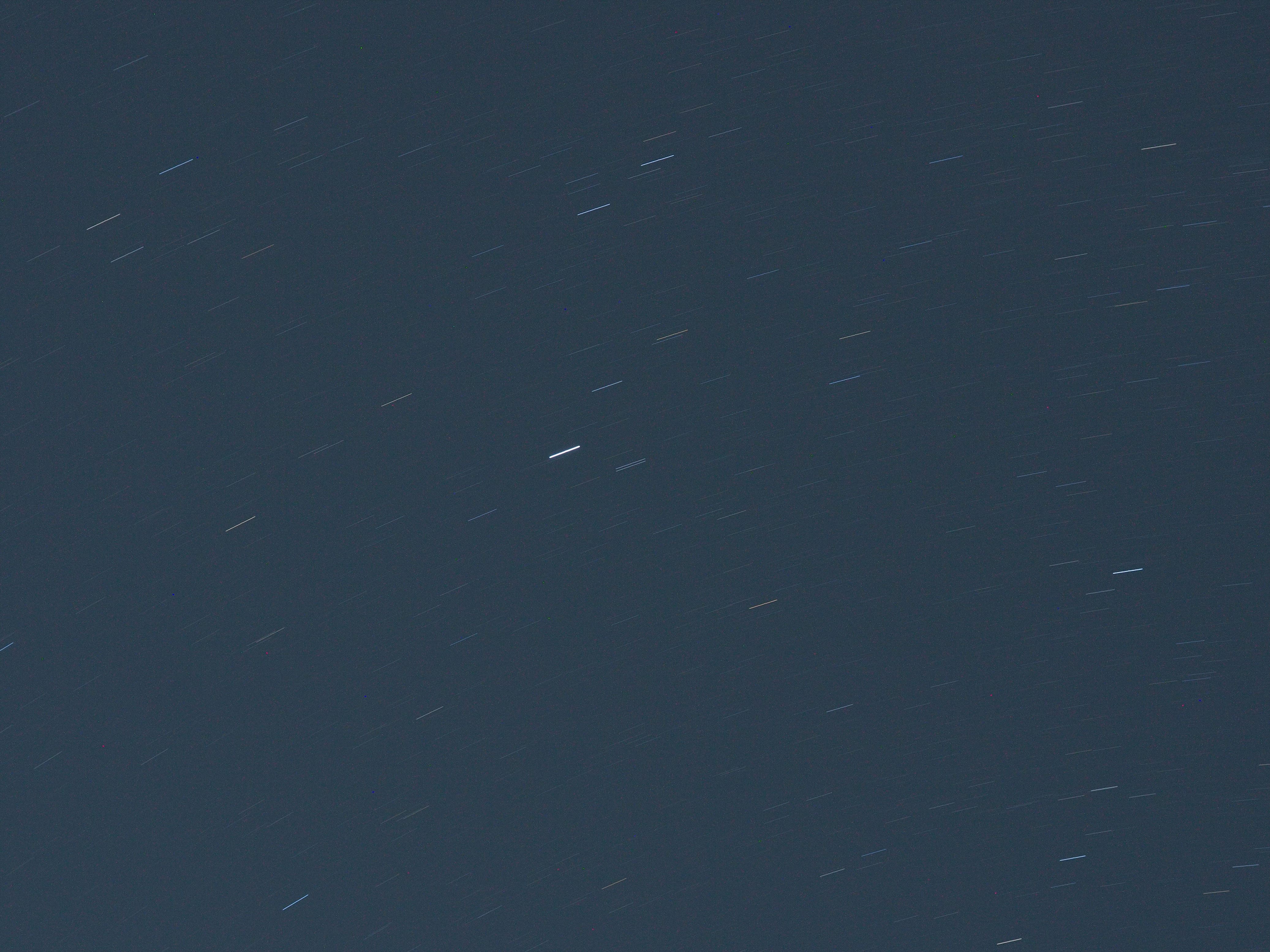
■追尾撮影確認
こと座付近を撮影。
OLYMPUS OM-D E-M10Mark3、SIGMA 30mm F1.4 DC DN(35㎜換算60mm) 、
F6.3 ISO200 240秒、恒星時追尾

同じ条件で追尾なし、固定撮影
同じ機材で露出時間を240秒から480秒に変更

同じ機材で固定撮影480秒。

連日のMARK-X赤道儀モータードライブ製造 ― 2021年09月23日 20時36分12秒
久しぶりにモータードライブ作ったという記事をブログに挙げた途端に次の注文いただきました。
仕様は全く同じ一体型のMARK-X用です。
■モーター在庫

■PICマイコンの設定
対応赤道儀などの一式の計算を載せておきます。

PICマイコンのEEPROMに設定を書き込みます。


■モーター配線
A相とB相を逆に繋いで逆転で配線します。
ソフトで何でもかんでも対応することもできますがキリがないので配線で対応できる場合は手抜きです。


■リモートスイッチと電源用ケーブル接続


■モータ駆動確認

■ケース加工






■部品取り付け



■リモートスイッチ用ジャックのビニールシール部分は傷つけてしまった

■MARK-X取り付け確認



お久しぶりのMARK-X赤道儀モータードライブ製造 ― 2021年09月20日 09時35分21秒
久しぶりに注文が入りましたのでモータードライブの製造記録です。
■仕様
・MARK-X赤道儀用
・一体型モータードライブ
・在庫の日本パルスモーター製MD-5もどきの1/300減速ギア内蔵モータを使う
・タカチMB-1で小型化
■PICマイコンのデータを変更
赤道儀の減速比やPICマイコンの水晶発振子周波数、モータの減速比などを
EEPROMに格納したタイマカウンタ値で定義変更できるところが自作ソフトのミソ。
PicKitで接続してEEPROM部分のみの書き換えでいろいろな赤道儀とモータに
対応できます。



■モーター在庫

緑色のラベルのモータは五藤純正のP型モーターに使われているものを特注注文して
購入したもので在庫は2個です。
これは五藤光学にも在庫はないはずです。
純正モータを修理したい方はお早めに。
残りの7個はビクセンMD-5に使われているモーターの仕様に合わせてこちらも
特注注文したもので在庫7個です。
今回はMD-5仕様のモータを使います。
実は軸径が違うだけで取り付け寸法はどちらも同じです。
ところが日本パルスモーター製のこのモータの減速ギアは軸を水平位置で駆動させると
「カタカタ」音がする場合があります。
ギアの遊びの部分で歯車の配置によってかなり耳障りになります。
これは負荷をかけない状況で目立ちますが赤道儀に取り付けて実際の追尾中は
問題ないと判断しています。
ケース加工する前に駆動確認しているところが以下。
QC3.0対応のモバイルバッテリーとケーブルで12V供給で駆動OKです。

■モーター取り付け加工
ケース加工の道具は基本的には以下。
電動ルータと手動ドリルとテーパーリーマーと写真にはないですがやすりのみ。
ケースには透明の梱包用テープを貼ってマジックで印をつけて加工します。
最初の一歩はモータの軸部分の穴あけ。

モーター取り付け加工は現物合わせで実施。

■基板取り付け加工
一枚の基板を型にしてケースの穴あけ加工を行います。
基板設計の段階でこのケースに取り付けることを前提にサイズを決めているので
ギリギリのサイズで合わせます。




■DIPスイッチ取付穴加工
一番面倒なのがDIPスイッチ取付用の四角い穴の加工。
まず電動ルータでたくさん穴あけしてから削ってアルミ部分を
抜きます。




■電源用DCジャックとリモートスイッチ用取り付け穴加工



■製造完了
モーター固定と回転止めピン受け金具などを固定してすべての部品を取り付け完了。

現物合わせで穴あけしていますが、実際にねじ止めした時の微妙なずれでプッシュスイッチ取付穴部分
をやすりで干渉しないように修正したので上の部分が空いてしまいました。
なかなか完璧な製造はできないですね。

■動作確認
MARK-X赤道儀に取り付けて動作確認します。


■撮影結果
OLYMPUS E-PL10とMZD ED75mmF1.8を使って撮影テスト。
まずは追尾しないオリオン。街中だし月明りがあるので露出には限界があります。
ISO200、F4、120秒露出です。サイズ制限対応兼ねてトリミングしています。

次は恒星時追尾結果。露出条件は同じ。
但し、極軸合わせしていないので赤緯方向に流れています。

絞りをF5.6にして120秒露出結果は以下。

コピペ記事が技術をダメにする ― 2017年09月28日 06時25分30秒
■きっかけ
最近IoT関連の技術開発のスタートアップの会社を取材しました。増資もして勢いがあるように見えます。若いけど優秀なエンジニアも揃っていて、と自信満々。いわゆる、はんだ付けカフェやレーザーカッター、3Dプリンタもそろえた「工作室」も一般に開放しました。
ところが、この会社のホームページのエンジニアが書いたArduinoでの温度センサーを使う記事が他のサイトのコピペ記事で、しかも、他の記事よりも質が悪い始末。
この記事は公開されてから4ヶ月以上放置されており、書いた当人以外のエンジニアもお粗末さを指摘していないということになります。
私はこの会社の技術力には疑問を持たざるを得ず、社長の資質にも疑問を感じる次第となりました。
社長に指摘の連絡をしましたが、「本人に伝えておきます」程度の反応でした。
■コピペ記事の弊害
コピペ記事の弊害はいわゆる検索エンジンに引っかかる複数の記事が「同じ」だということです。正しい内容ならもちろん問題ありません。
いくつかの主張のうちの一つを自分の考えで選択しているのならまだしも、無理解、無思想でコピペしてあたかもそれが正解かのような印象を持たせる。
間違っているのに数多くの記事で同じことを言っているのでそれを正しいと鵜呑みにする。
そこが問題です。
■技術の基本は考察と実験による実証
コピペ記事は書いてあることを鵜呑みにしてそれがソフトウェアであればコピーして実行して試しますが、それが正しい結果なのかの検証をしません。
なぜ、そのような計算をして、そのような結果が得られているのか。
それらを自分自身の頭で考えて検証してこその技術です。
温度センサーLM35DZを移動平均で処理する ― 2017年09月26日 11時12分50秒
ADCからのセンサーデータをそのまま使うと様々な要因により値がふらつきます。
それを平滑化させるために移動平均という手法があります。
■移動平均の考え方
同じセンサーデータをある程度の数だけ格納してその数の平均値を求めるのですが、次々に新しい観測データを採用して古いデータを捨てていくという処理が移動平均です。
■移動平均に必要な処理構造
(1) センサーデータを一定数配列に保管します
(2) 一定数のセンサーデータの合計値を求めます
(3) センサーデータの合計値を格納数で割ると平均が求められます
(4) 配列に新しいデータを格納する時には一番古いデータを捨てます
(5) 一番古いデータを捨てる前にそのデータを合計値から引きます
(6) 合計値に新しいデータを加えます
(7) センサーデータ単体で平均値を求める代わりに最終的な換算時に加味することもできます
■サンプルプログラム
以前の記事のプログラムをベースに修正しています。
以下の部分が変わっています。
(1) 換算用のマクロの変更
(2) 配列へのADCデータ格納と合計処理の追加
(3) 配列インデックスをLED点滅に流用
(4) シリアル出力に合計値出力を追加
(5) 温度換算時に使うデータはADC出力の合計値を使う

出力結果は以下のようになります。

■注意点
今回のサンプルではサンプリング周期と表示周期を同じ1秒としていますので室温測定には問題ありませんが、もっと早い応答性が必要な場合にはサンプリング周期をもっと短い間隔にして、表示や出力間隔とは分ける必要があります。
最近のコメント