
五藤光学8cm赤道儀にMARK-X式でモータドライブを取り付ける金具製造開始 ― 2015年07月15日 17時51分08秒
いろいろなメーカが自社の赤道儀用のモータードライブを用意していますが、その取り付け方法は平ギアで連結する構造が主流で、モータも赤道儀本体にボルトで固定します。
赤道儀に内蔵するような構造の赤道儀も同様です。
そんな中で、MARK-X赤道儀のモータードライブはモータを赤道儀本体には固定しません。
モータードライブはウォーム軸部分で固定するだけで、そのモータを「回転止めピン」で回転しない様にしています。
これと同じ方法で今回もモータードライブを赤道儀に取り付けます。
元々の五藤光学8cm赤道儀用のモータードライブはACモータを使った物で巨大なものですが、その取り付けはMARK-X赤道儀式ではなく、赤道儀本体に一つだけ開いたM6のタップ穴に取り付ける形になっていました。
その一つだけのM6タップ穴から金具を使ってウォーム軸近くまで伸ばしてそこに回転止めピンを取り付ける、というのが今回の取付金具のプランです。
まずは幅10mm、厚さ5mmのアルミフラットバーを用意して、切断します。長さなどは現物あわせです。
2本を連結して取り付けるので2本必要です。


回転止めピンそのものは片側がM3のオスネジのスペーサを使いますので、
M3タップ穴が必要でそのバーの一方はM5、M6などでタップ穴を開けます。
この日は手持ちのタップがM6だけだったのでM6でタップ穴を開けました。

仮の取付で具合を見ます。
M3のタップ穴は位置をいろいろと試すためにいくつか開けています。




結論から言えばこの日の加工は失敗。
モータをウォーム軸と連結する部分のつまみ付のM4ボルトが金具と干渉してしまいます。
モータードライブコントローラとモータをケースに組み込む ― 2015年07月12日 23時19分41秒
モータを取り付ける加工をしたケースですが、一旦モータを外してコントローラ基板を取り付けるための加工を行います。
この加工の「キモ」は増速、逆転操作用のスイッチの穴と機能切り替え用のディップスイッチを外に出すための四角い穴を開けるところ。
その為に一枚部品を実装していない基板を使って「型」にします。

外側から基板取り付け穴を開けて一旦固定します。

基板を外してディップスイッチ部分の角穴を開けて改めてケースに取り付け。

型を使って穴の位置をマジックで線を引いて、その線に沿ってルータで小さな穴をたくさん開けます。

開けた穴の間をルータで削って大まかに穴を抜きます。

ヤスリ加工で整えたところ。

ケース加工が終わったのでケースに基板を取り付け。

ケース内側はまだ電源用のDCジャックは取り付けられていないところ。

DCジャック用穴開けも終わって、加工最終段階。

リモートスイッチ用のステレオジャックも取り付けて、ほぼ、完成。

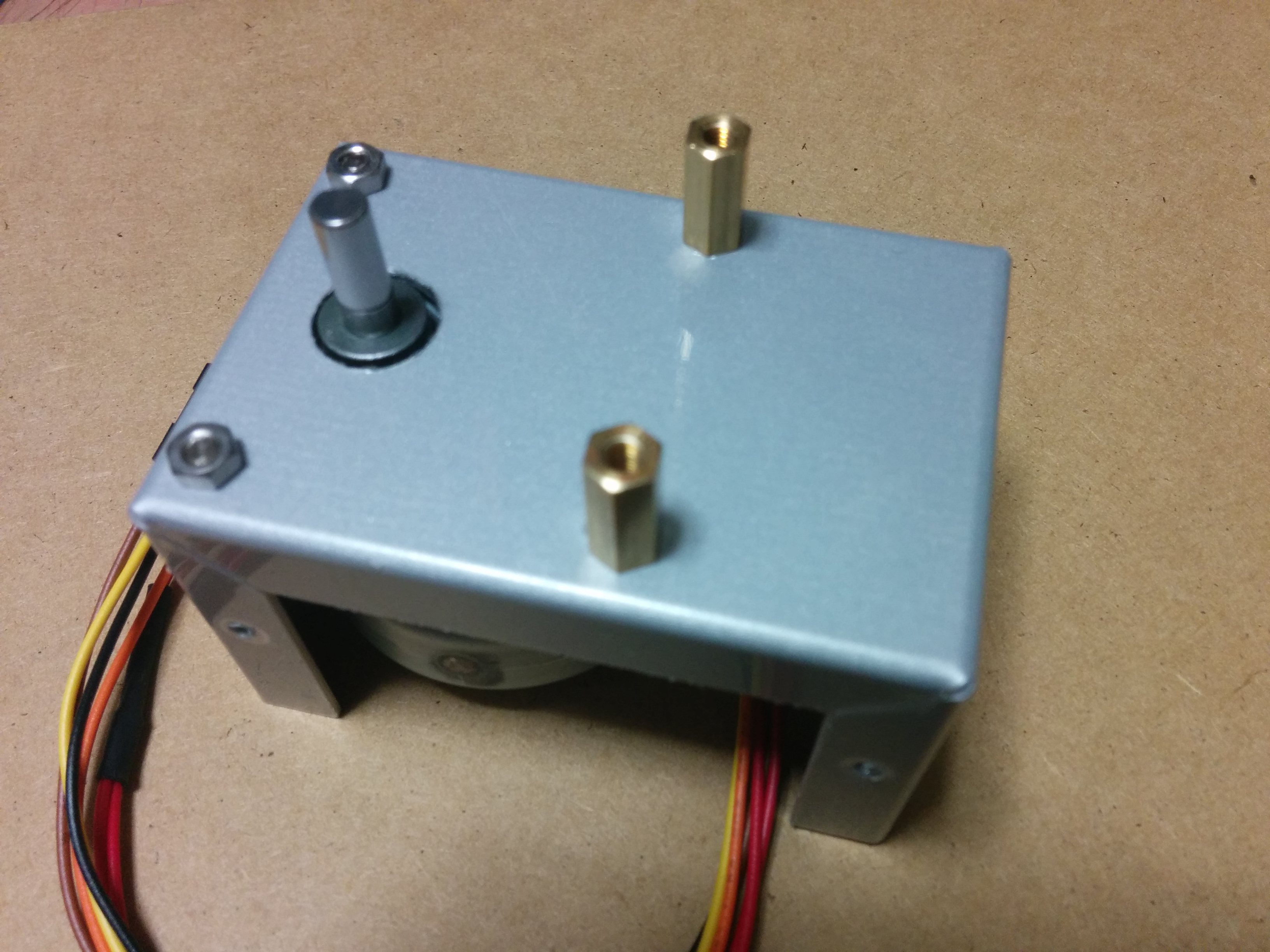
仮の出来上がり。実はウォーム軸部分と連結するカプラ部分はかぶせただけで固定していません。
このモータードライブ自体はMARK-X赤道儀にそのまま取り付けられる物です。

モータードライブ内蔵用ケース加工 ― 2015年07月08日 23時00分33秒
五藤光学MARK-X赤道儀に取り付けるために市販のケースを選定した結果、選んだのがタカチMB-1ですが、モータを取り付ける加工は現物あわせでルータでの穴あけと手動でのドリル穴あけ、テーパーリーマで穴を広げる、ということを行います。


使用するネジはM3の物です。

モータードライブコントローラとステッピングモータの接続 ― 2015年07月07日 23時45分49秒
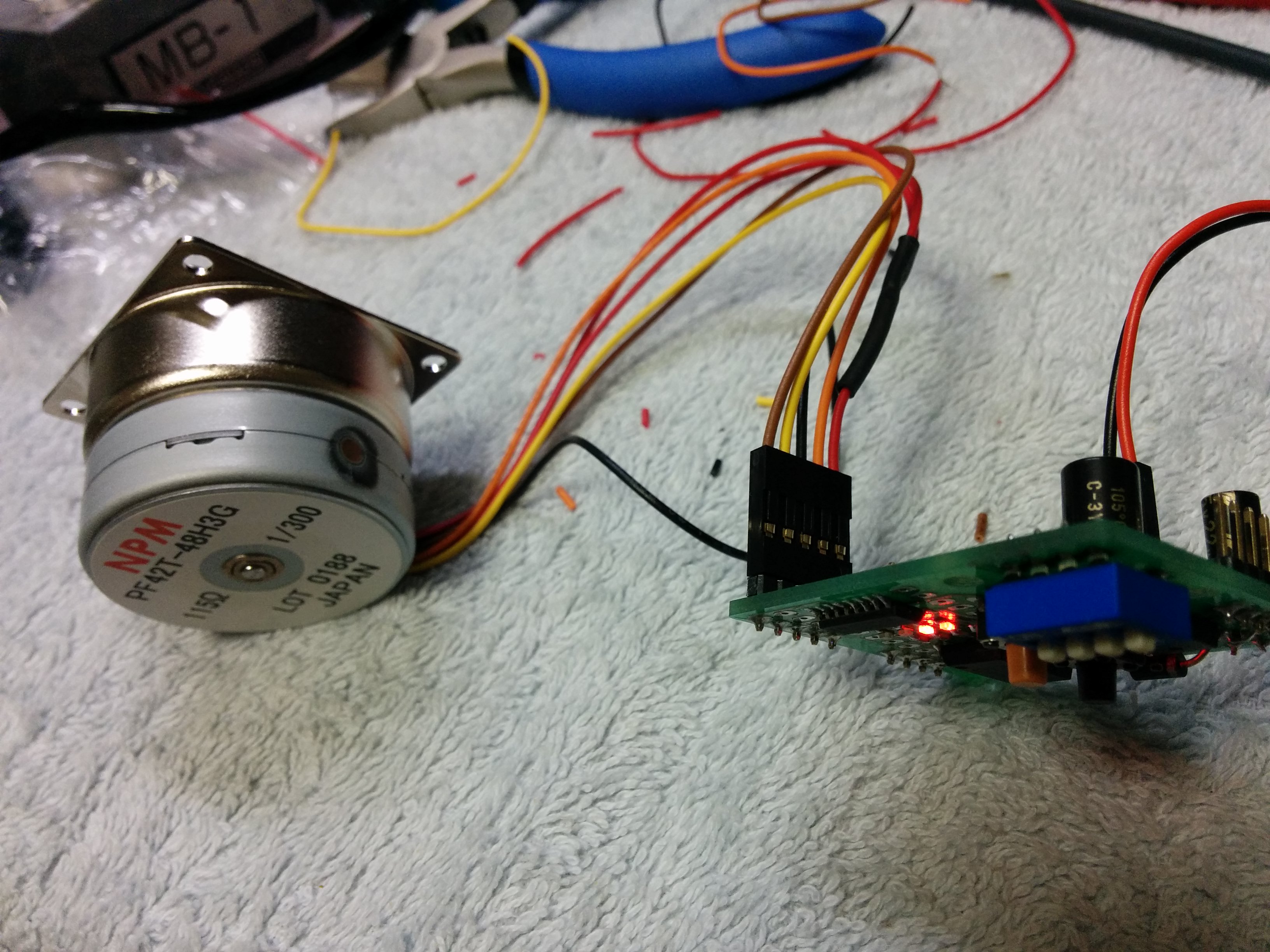
五藤光学8cm赤道儀用モータードライブ製造で、今回使用するモータはビクセンMT-1とMD-5/MD-6で使われている日本パルスモーター社製です。
モデルとしては同じモータを使っています。
以前に10個購入した物の在庫を使います。
以下の在庫から1個使って製造。
※写真としてはこの日のものではありません。未来です。左に写っているのが完成品のモータードライブです。

モータはタカチMB-1というアルミケースに組み込みます。これはMARK-X赤道儀用で選定した部品で、コントローラ内蔵型のモータードライブとなり、製造過程や方法論も全てMARK-X赤道儀用で開発したやり方です。

配線して駆動確認。問題ありません。
※後日「カタカタ」音が気になって個体を変えますが改善しませんでした。

モータードライブコントローラ追加製造完了と発振周波数記録 ― 2015年07月05日 22時46分25秒
五藤光学8cm屈折赤道儀の赤道儀の純正モータードライブは現在入手することは困難です。メーカも対応できません。そんな中でモータードライブの相談を受けましたので、注文を受け付けました。
モータードライブコントローラ基板製造1ロット10枚分完了しました。
部品実装完了しましたので発振周波数測定です。


1枚づつ分周した結果の周波数を測定しているところです。これを逆算して実際の発振周波数を求めます。水晶発振子は8MHzの物を使っています。

私のモータードライブコントローラの製造では単純な水晶発振子の仕様上の周波数では計算せずに、実測値でタイマーカウンタの分周設定をするようにしているからです。
最近のコメント